

9 gyakori probléma a tekercselőgépekben és egyszerű javítások 2026-ra
2026-03-26 09:52A tekercselő gépek fontosak a mai gyárakban. Előfordul, hogy a termelés lelassul, mert a problémák újra és újra felmerülnek. A kezelők szerint ezek a problémák gyakoriak:
Huzaltörés
Inkonzisztens feszültség
Tekercscsúszás
Magbeli eltérés
Tekercselési minta hibái
Laza tekercsek
Pontatlan körök száma
Motorok túlmelegedése
Vezérlőpult hibák
Elektromos hibákat is tapasztalhatsz. A szigetelés elromolhat. A hő károsíthatja az alkatrészeket. A gépekben mechanikai hibák, például csapágyproblémák léphetnek fel. Az egyszerű javítások segíthetnek a gépek megfelelő működésében. Ezek a javítások a tekercseket is jobbá teszik.
Főbb tanulságok
A dróttörés nagy probléma. A feszültséget a drót szilárdságának 10-15%-ára kell állítani a megállításához.
Az egyenetlen feszesség ronthatja a tekercs minőségét. Gyakran ellenőrizze és cserélje ki a régi feszítőket.
A tekercs megcsúszása helytelen gépbeállítások esetén fordul elő. Minden munkához módosítsa a beállításokat.
A mag eltolódása rontja a tekercs minőségét. Használjon beállító eszközöket, és gyakran ellenőrizze, hogy nincsenek-e sérülések.
A tekercselési minta hibásan okoz hulladékanyagokat. Programozza át a gépeket és javítsa ki a keresztirányú beállításokat a segítségnyújtás érdekében.
A laza tekercsek károsíthatják a szigetelést. Állítsa be a megfelelő feszültséget, és ellenőrizze az összes beállítást, mielőtt elkezdené.
A helytelen fordulatszám meghiúsíthatja a minőségellenőrzést. Ellenőrizze az érzékelőket és állítsa alaphelyzetbe a vezérlőpaneleket a biztonság kedvéért.
A motorok túlmelegedhetnek és eltörhetnek. Tartson szüneteket és javítsa a légáramlást, hogy a motorok hűvösek maradjanak.
1. Vezetéktörés tekercselő gépekben
A huzaltörés nagy problémát jelent a tekercselőgépeket használók számára. Amikor a huzal elszakad, a gép lelassul. Ez a tekercseket is rontja, és a javításuk drágább. Ha tudja, miért szakad el a huzal, gyorsabban megjavíthatja, és a gép jól működhet.
A vezetéktörés okai
Sok minden okozhatja a vezeték elszakadását. Mielőtt megpróbálná megjavítani, ki kell derítenie, mi okozta. Ezek a fő okok:
Feszültségproblémák
Ha a feszesség túl magas, a drót elszakadhat. Ha a feszesség túl alacsony, a drót összegubancolódhat vagy egyenetlenül tekeredhet. Az emberek néha elfelejtik ellenőrizni a feszességet, pedig ez nagyon fontos a drót szempontjából.
Rossz vezetékminőség
A rossz vezeték gyakrabban szakad el. Ha a vezetéken szennyeződés van, nem egyforma méretű, vagy sérült a szigetelése, akkor gyengébb lesz. Mindig nézd meg a vezetéket, mielőtt a gépbe helyezed.
Kopott vezetők
A vezetők segítik a huzal mozgását tekerés közben. Idővel a vezetők elöregedhetnek vagy elszennyeződhetnek. Ez nagyobb súrlódást és feszültséget okoz, ami elszakíthatja a huzalt.
Tipp: Gyakran ellenőrizze és tisztítsa meg a vezetőket. Ez segít megakadályozni, hogy a drót váratlanul elszakadjon.
Más dolgok is okozhatnak problémákat:
A túl nagy súly felforrósíthatja és gyengébbé teheti a huzalt.
A gép nem megfelelő gondozása a vezeték idő előtti elszakadását okozhatja.
A víz károsíthatja a szigetelést és a vezetéket elszakíthatja.
A nem megfelelően működő gépalkatrészek problémákat okozhatnak.
Javítások a vezeték töréséhez
Ha tudod, mi a baj, akkor helyesen megjavíthatod. A vezeték szakadásának megakadályozása érdekében tedd a következőket:
Feszesség beállítása
Állítsd be a feszességet a megfelelő szintre. A legtöbben azt javasolják, hogy a feszességet a drót szilárdságának 10-15%-án tartsuk. Ez megakadályozza a huzal összegubancolódását és az alakváltozást.
Használjon minőségi vezetéket
Válassz jó minőségű drótot. Használat előtt keresd a hibákat. A jó drót nem törik annyit, és jobb tekercseket lehet belőle készíteni.
Útmutatók karbantartása
Gyakran tisztítsd a vezetőket, és cseréld ki őket, ha régiek. Ez megakadályozza a súrlódást és elősegíti a huzal simán történő mozgását.
Itt egy táblázat, ami segít emlékezni, mit kell tenni:
A tekercselőgépekben a huzaltörést megelőzheted a feszesség odafigyelésével, jó minőségű huzal használatával és a vezetők gondozásával. Az intelligens rendszerek és a megfelelő helykihasználás szintén segíthet a problémák megelőzésében.
2. Inkonzisztens feszültség
A tekercselőgépeknél gyakran előfordul az egyenetlen feszültség. Ha nem szabályozza a feszültséget, a tekercsek nem lesznek jók. A gép gyakrabban is leállhat. Ezt megjavíthatja, ha tudja, miért változik a feszültség. Az egyszerű ápolási lépések is segíthetnek.
Miért ingadozik a feszültség?
A feszültség számos okból változhat. Az üzemeltetők szerint ezek a dolgok okoznak problémákat:
Az olyan alkatrészek, mint a szíjak és a szíjtárcsák, elöregednek és elkopnak.
A feszítő nincs megfelelően behelyezve vagy beállítva.
A gép túlmelegszik, ha sokáig működik.
A laza vagy törött alkatrészek zajt keltenek és remegnek.
A feszítők sok használat után eltörhetnek.
Lehetséges, hogy az új alkatrészek nem illenek jól a géphez.
Kopott feszítők
A feszítők feszesen tartják a huzalt tekercsek feltekerésekor. Idővel ezek az alkatrészek elkophatnak. Az elkopott feszítők nem tartják feszesen a huzalt. Furcsa hangokat hallhat, vagy láthatja, hogy a huzal rosszul mozog. Ha ezt nem javítja meg, a huzalok eltörhetnek, és a tekercsek rosszul nézhetnek ki.
Törmelékfelhalmozódás
Por és szennyeződés kerülhet a feszítőre. Ez nagyobb súrlódást okoz, és gyorsan megváltoztatja a feszességet. Előfordulhat, hogy a huzal ugrál vagy csúszik. A gép tisztítása megszünteti ezeket a problémákat.
Tipp: A munka megkezdése előtt mindig ellenőrizze a felületet por és szennyeződés szempontjából.
A feszültségproblémák nem csak a tekercselést okozzák. Befolyásolhatják a tekercsek minőségét és költségét. Íme egy táblázat, amely bemutatja, hogy a feszültség hogyan befolyásolja a tekercskészítést:
Megoldások feszültségproblémákra
A feszültséggel kapcsolatos problémákat egyszerű lépésekkel megoldhatja. A rendszeres ellenőrzések segítenek a gép jobb működésében.
Feszítők cseréje
Nézd meg a feszítőt sérülés vagy kopás szempontjából. Ha rosszul néz ki, azonnal cseréld ki. Helyezd be az új alkatrészt a gyártó utasításai szerint. Használj feszítőmérőt a megfelelő feszesség beállításához.
Tiszta mechanizmusok
Gyakran tisztítsa a feszítő összes alkatrészét. Távolítsa el a port, a szennyeződéseket és a lerakódásokat a gépről. Ez csökkenti a súrlódást és állandó feszültséget biztosít. Naponta ellenőrizze a huzalok lazaságát és a remegést.
Íme egy egyszerű ápolási ütemterv:
Ha kicseréled a régi feszítőket és tisztán tartod a gépedet, kevesebb feszültségprobléma lesz. A jó feszesség lehetővé teszi a gép gyorsabb működését, kevesebb huzalszakadást és jobb tekercsek készítését.
3. Tekercscsúszás
A tekercsek megcsúszása gyakran előfordul a tekercsfeltekercselő gépeknél. Amikor a tekercsek megcsúsznak, az átfedések oldalra mozdulnak el, vagy leesnek a magról. Ez károsíthatja a tekercseket, és leállíthatja a munkát. Tudnia kell, hogy miért történik a megcsúszás, hogy gyorsan kijavítsa, és a gép jól működjön.
A csúszás okai
Helytelen paraméterek
Minden egyes feladathoz külön beállítod a gépedet. Ha rossz feszességet, sebességet vagy vezetőpozíciót használsz, a tekercsek megcsúszhatnak. A nem elegendő tekercselési feszesség az egyik fő oka annak, hogy az átfedések lecsúsznak a magról. A túl alacsony feszesség nem nyomja szorosan a tekercset. Ez lehetővé teszi a tekercs mozgását és megcsúszását. A feszesség változtatása tekercselés közben segít megakadályozni a teleszkóposodást, az átfedések megcsúszását és a vetemedést.
Felszerelés kopása
A gépalkatrészek sok használat után elöregednek. A kopott adagológörgők, vezetők vagy feszítők nem tartják megfelelően a huzalt vagy a magot. Emiatt a tekercs elmozdul a helyéről. Ahogy a gép öregszik, vagy ha elmulasztja a karbantartást, egyre több csúszást tapasztal.
Megjegyzés: Naponta ellenőrizze az alkatrészek kopását. A problémák korai felismerése megelőzi a későbbi nagyobb problémákat.
A tekercsek csúszása az adagológörgőkben számos problémát okoz. Egyenetlen termékméretek, szalagkövetési problémák, formázási hibák és gépleállások jelentkeznek. Ezek azt mutatják, hogy a tekercsek csúszása rossz termékeket eredményez és leállítja a gépeket, de hogy milyen gyakran fordul elő, az nem világos.
Tekercscsúszás rögzítése
Paraméterek beállítása
A legtöbb csúszást megelőzheted a gép megfelelő beállításával. Kezdéskor tedd a következőket:
Állítsa be a vezetőket és a feszítőket a huzal szakadásának vagy megcsúszásának megakadályozása érdekében.
Állítsa be a tekercselési feszességet a huzal méretének és a mag típusának megfelelően.
Ellenőrizze a keresztirányú sebességet, és igazítsa a tekercselési mintához.
Ezen lépések elvégzése csökkenti a tekercsek csúszását, és jobbá teszi a terméket.
Berendezések ellenőrzése
Gyakran ellenőrizze a gépét. Keressen kopott vagy törött görgőket, vezetőket és feszítőket. Cserélje ki a nem megfelelően működő alkatrészeket. Tisztítsa meg az összes olyan felületet, amely érintkezik a huzallal vagy a maggal. A szennyeződés súlyosbítja a csúszást. Vezessen naplót az ellenőrzések és cserék nyomon követéséhez.
A paraméterek beállításával és a berendezések ellenőrzésével a tekercsek feszesek és a gyártósor mozgásban marad. Emellett kevesebb a veszteség, és elkerülhetők a költséges leállások.
4. A törzs izomegyenetlensége
A tekercsmag hibás illesztése komoly problémákat okozhat a tekercselési folyamatban. Ha nem javítja ki, gyenge tekercsminőséget és több géphibát tapasztalhat. Tudnia kell, hogy miért történik az illesztési hiba, és hogyan javíthatja ki.
Miért fordul elő eltérés?
A törzs eltolódását két fő okból tapasztalhatja:
Beállítási hibák
Előfordulhat, hogy a gép indítása előtt rosszul állította be a magot. Ha nem ellenőrzi a pozícióját, a mag ferdén állhat. Még egy kis hiba is nagy problémákhoz vezethet. Mindig használjon beállító eszközöket, és kövesse a beállítási útmutatókat.
Gépi kopás
A gép egyes részei idővel elkophatnak. A kopott csapágyak, vezetők vagy támaszok elmozdíthatják a magot a helyéről. Lehet, hogy ezt először nem veszi észre, de minden egyes használattal rosszabbodhat. A rendszeres ellenőrzések segítenek ezeket a problémákat időben észrevenni.
Megjegyzés: Még a kisebb beállítási hibák is jelentősen csökkenthetik a gép megbízhatóságát. Nem szabad figyelmen kívül hagyni a kis eltolódásokat vagy rezgéseket.
Ha a törzsizmok eltolódása van, a következő hatásokat tapasztalhatja:
Csapágykárosodás
Tömítési hibák
tengelykapcsoló kopása
Megnövekedett rezgés
Magasabb energiafelhasználás
Ezek a problémák a tekercselőgépek korai meghibásodását okozhatják. Emellett több pénzt költhet javításra, és termelési időt is veszíthet.
A törzsizom-eltolódás korrigálása
Néhány egyszerű lépéssel korrigálhatod a törzsizmok eltolódását. Használd a megfelelő eszközöket, és minden alkalommal kövesd az ellenőrzőlistát.
Újraigazítani a magot
A tekercselés megkezdése előtt mindig igazítsa be a magot. Használjon egyenes éleket vagy lézeres eszközöket a pozíció ellenőrzéséhez. Győződjön meg arról, hogy a mag végei egyenesek. Ha nem, fűrészelje le őket simára, mielőtt elkezdené.
Íme egy gyors referencia táblázat a hibás beállítás javításához:
Kopás ellenőrzése
Vizsgálja meg a gépét kopott alkatrészek szempontjából. Nézze meg a csapágyakat, vezetőket és tartókat. Ha sérülést talál, azonnal cserélje ki az alkatrészeket. Ne várja meg a meghibásodást. A gép jó állapotának megőrzése segít elkerülni a jövőbeni beállítási hibákat.
Tipp: Készítsen ellenőrzőlistát minden műszakhoz. Írja le, mit ellenőriz és mit javít. Ez segít időben észrevenni a problémákat, és biztosítja a gép megfelelő működését.
A következő lépések betartásával megelőzheti a magok eltolódását, és a tekercsek erősek és megbízhatóak maradhatnak.
5. Tekercselési minta hibái
A tekercselési mintázat hibái komoly gondot okozhatnak a munkád során. Előfordulhat, hogy a tekercsek hézagokkal, átfedéssel vagy egyenetlen rétegekkel rendelkeznek. Ezek a hibák rontják a termékeid minőségét, és több huzalt pazarolnak. Fontos tudni, hogy miért történnek ezek a hibák, és hogyan lehet őket gyorsan kijavítani.
Mintahibák okai
A kisebb problémák gyakran okozhatnak kanyargós mintázati hibákat. Ha nem találod meg őket hamarosan, a helyzet csak rosszabbodik.
Programozási problémák
Megmondod a gépednek, hogy melyik mintát használja. Ha rossz beállításokat adsz meg, a huzal nem fog a megfelelő irányba haladni. Emiatt a huzal keresztezheti önmagát, vagy réseket hagyhat a rétegek között. Előfordul, hogy a gép szoftvere nem illik a tekercs kialakításához. Hibákat is tapasztalhatsz, ha a fordulatok száma rossz, vagy a huzaladagoló rossz időben áll le.
Áthaladási hibák
A keresztező rendszer oldalirányban mozgatja a huzalt. Ha ez a rész nem működik jól, mintahibák keletkezhetnek. A huzal egy helyen felhalmozódhat, vagy túlságosan szétterülhet. A tekercsekben kidudorodások vagy mélyedések láthatók. A kereszteződéssel kapcsolatos problémák okai lehetnek régi alkatrészek, laza vezetők vagy rossz feszességszabályozás.
Tipp: Munka közben figyeljen ezekre a jelekre: laza vezetékvégek, rések vagy átfedések a tekercsben, dupla tekercselés vagy egymást keresztező vezetékek.
Ezeket az okokat is láthatja:
A rossz drótfeszesség laza végeket és gyenge tekercseket eredményezhet.
A rések, a vezetékek kereszteződései és a kettős tekercselés gyakran bizonyos rétegek hibáiból ered.
A rossz huzaladagoló megáll és a rossz feszültség kidudorodást vagy bemélyedéseket okozhat a tekercsben.
Mintahibák javítása
A tekercselési mintázat hibáit néhány egyszerű dologgal kijavíthatod. A gyakori ellenőrzés és a gyors cselekvés segít abban, hogy a tekercsek jó állapotban maradjanak.
Gép újraprogramozása
Nézd meg a géped programját, ha mintahibákat látsz. Győződj meg róla, hogy minden beállítás megegyezik a tekercs tervével. Frissítsd a szoftvert, ha szükséges. Ellenőrizd a fordulatszámlálót, és keress hibás érzékelőket. Azonnal cseréld ki a hibás alkatrészeket.
Keresztirányú beállítás
Ellenőrizze a huzalvezető rendszert régi vagy laza alkatrészek szempontjából. Igazítsa be a huzalvezetőt, és tisztítsa gyakran. Változtassa meg a huzalozási sebességet és tartományt a tekercs méretének megfelelően. Győződjön meg arról, hogy a gép sík padlón áll, hogy ne remegjen.
Íme egy táblázat a gyakori problémákról és azok megoldásáról:
A Xiamen Sipu Mechanical intelligens módszerekkel javítja a tekercselési mintázat hibáit. Gépeik intelligens vezérlőket és gondos tekercselési rendszereket használnak. Megbízhat bennük, hogy kevesebb hibát követ el, és jobb tekercseket gyárt.
Ha ezeket a dolgokat megteszi, kevesebb mintahiba és jobb eredmények lesznek a tekercselőgépeivel.
6. Laza tekercsek
A laza tekercsek komoly problémákat okozhatnak a tekercselés során. Előfordulhat, hogy a tekercsek remegnek, elmozdulnak vagy elveszítik alakjukat. Ezek a problémák károsíthatják a szigetelést és rövidzárlatot okozhatnak. A tekercsek túl hamar le is állhatnak. Ha tudja, miért lazulnak meg a tekercsek, elkerülheti a hibákat és jobb tekercseket készíthet.
Miért lazák a tekercsek?
Két fő oka lehet a tekercsek meglazulásának. Mindkettőre figyelni kell a gép beállításakor és működtetésekor.
Rossz feszültségszabályozás
Minden egyes munkához be kell állítani a megfelelő feszültséget. Ha a feszültség nem megfelelő, a huzal meglazul. Ezáltal a tekercs laza és instabil lesz. A feszültség megváltoztatja, hogy a huzal milyen szorosan tekeri a magot. A rossz beállítások egyenetlenné és gyengévé teszik a tekercset.
A rossz feszültség laza huzalt és meglazítja a tekercseket.
A feszültség határozza meg a tekercsek feszességét; a rossz beállítások instabillá teszik őket.
Kezelői hiba
Az emberek véletlenül is meglazíthatják a tekercseket. Ha rossz számokat ad meg, vagy kihagy lépéseket, a tekercsek nem maradnak meg alakjukban. Elfelejtheti ellenőrizni a feszességet, vagy rossz adatokat használhat. Ezek a hibák a tekercs túlmelegedését és a szigetelés károsodását okozhatják.
Tipp: A gép indítása előtt mindig ellenőrizze a beállításokat és a számokat.
A dolgozók szerint sok minden okozhatja a tekercsek meglazulását. Íme egy táblázat a leggyakoribb okokról:
Megoldások laza tekercsekhez
Néhány egyszerű lépéssel megjavíthatod a meglazult tekercseket. Ezek a lépések segítenek abban, hogy a tekercsek erősek maradjanak, és időt takaríts meg.
Állítsa be a megfelelő feszültséget
Használjon olyan feszességi beállításokat, amelyek megfelelnek az adott munkának. Figyelje a feszességet munka közben, hogy gyorsan megtalálja a problémákat. A jobb feszességszabályozó rendszerek segítenek abban, hogy a feszesség folyamatosan állandó maradjon.
Minden munkához a megfelelő feszességet használja.
Figyelj a feszültségre, miközben a problémák felismerésén dolgozol.
A jobb eredmények érdekében váltson jobb feszítőrendszerekre.
Paraméterek áttekintése
A gép indítása előtt ellenőrizze az összes beállítást. Nézze meg a tekercs menetét, a hornyok tömítését és a szigetelést. Győződjön meg róla, hogy a megfelelő adatokat használja, és kövesse a lakk kikeményedésének lépéseit. Ezek az ellenőrzések segítenek megakadályozni a kilazult tekercseket és megerősíteni a tekercseket.
Megjegyzés: A beállítások ellenőrzése megakadályozza a hibákat és megőrzi a tekercs minőségét.
A tekercselőgépek akkor működnek a legjobban, ha a feszültséget megfelelően állítja be, és minden beállítást ellenőriz. Így megállíthatja a laza tekercseket, és a munka zavartalanul folyhat.
7. Pontatlan körök számlálása
A pontatlan fordulatszám komoly problémákat okozhat a tekercselési folyamatban. Ha a gép nem számolja helyesen a fordulatokat, akkor olyan tekercseket kaphat, amelyek nem felelnek meg a specifikációknak. Ez anyagpazarláshoz, sikertelen minőségellenőrzésekhez és akár a berendezés károsodásához is vezethet. Tudnia kell, hogy miért fordulnak elő ezek a hibák, és hogyan javíthatja ki őket gyorsan.
A körszámlálási hibák okai
Több tényező is okozhatja, hogy a körszámlálód helytelen számokat mutat. A leggyakoribb forrásokra kell összpontosítanod.
Érzékelőhibák
Az érzékelők minden egyes menetet követnek, ahogy a huzal a magra tekeredik. Ha egy érzékelő meghibásodik, a gép kihagyhat meneteket, vagy plusz meneteket számolhat. A szennyeződés, por vagy laza csatlakozások blokkolhatják az érzékelő jelét. Előfordulhat, hogy maga az érzékelő is elkopik sok ciklus után. Előfordulhat, hogy működés közben a számláló ugrik vagy lefagy.
Vezérlőpult problémák
A kezelőpanel a gép agyaként működik. Hibás működés esetén rossz jeleket küldhet vagy fogadhat az érzékelőktől. A szoftverhibák, a hibás kábelezés vagy a túlfeszültség mind okozhatja, hogy a panel helytelenül számolja a fordulatokat. Hibakódokat vagy villogó fényeket láthat a kijelzőn.
Tipp: Mindig ellenőrizze mind az érzékelőt, mind a vezérlőpanelt, ha problémákat észlel a fordulatok számával. Az egyik javítása a másik nélkül nem biztos, hogy megoldja a problémát.
Körszámlálási problémák megoldása
A legtöbb fordulatszám-hibát lépésről lépésre haladva megoldhatja. Használja ezeket a módszereket a gép pontosságának és megbízhatóságának megőrzéséhez.
Érzékelők ellenőrzése
Kezdje az érzékelők vizsgálatával. Tisztítsa meg őket a portól és a törmeléktől. Győződjön meg arról, hogy minden vezeték szoros és sértetlen. Ha mélyebb problémára gyanakszik, használjon multimétert a csatlakozások teszteléséhez:
Állítsd be a multiméteredet Ohmra.
Válassza le az orsómotort az összes áramforrásról.
Ellenőrizze az összes vezetéket (T1, T2, T3 és a föld). A végtelen érték azt jelenti, hogy a vezeték rendben van. A nulla vagy folytonossági érték problémát jelez.
Ha problémát talál, válassza le a motort a kábelről, és tesztelje az egyes alkatrészeket külön-külön.
Szakadás vagy rövidzárlat esetén ellenőrizze a T1-T2, T2-T3 és T1-T3 ellenállásokat. Körülbelül 0,8 Ohmnak kell lennie. A 0 érték rövidzárlatot jelent. A nagyon magas vagy végtelen érték szakadást jelent.
Győződjön meg róla, hogy a csatlakozók szárazak. Keressen égési nyomokat a motorbetéteken, amelyek rövidzárlatra utalhatnak.
Panel visszaállítása
Ha az érzékelők működnek, menjen a kezelőpanelhez. Indítsa újra a szoftvert a hibák elhárításához. Ellenőrizze, hogy nincsenek-e laza vezetékek vagy sérült csatlakozók. Ha a panel továbbra is hibákat mutat, állítsa alaphelyzetbe a gyártó utasításai szerint. Előfordulhat, hogy frissítenie kell a szoftvert, vagy ki kell cserélnie a panelt, ha a problémák továbbra is fennállnak.
A tekercselőgépek zökkenőmentes működését az érzékelők ellenőrzésével és a panel visszaállításával biztosíthatja. A pontos fordulatszám segít minden alkalommal kiváló minőségű tekercsek előállításában.
8. Motorok túlmelegedése

A motor túlmelegedése gyakran előfordul tekercselési munkák során. Ha ezt nem javítja ki, a gép eltörhet. A tekercsek is meghibásodhatnak. A túlmelegedés legtöbbjét megállíthatja, ha tudja, mi okozza, és egyszerű lépéseket követ.
Miért melegszenek túl a motorok?
Előfordulhat, hogy a motor hosszabb munka után felforrósodik. Sok dolog okozhatja a motor túlmelegedését:
Túl nagy teljesítmény, vagy túl erősen járatja a motort.
A tekercsek alacsony ellenállása gyengébbé teszi a szigetelést.
A por és a szennyeződés elzárja a levegő útját, és megakadályozza a hűtést.
A túl gyakori indítás és leállítás melegen tartja a motort.
A laza rögzítések vagy az egyenetlen padló miatt a motor remeg és felmelegszik.
Tipp: Hetente ellenőrizze a motort por, laza alkatrészek vagy kopás szempontjából. A kisebb problémák korai javítása megelőzi a későbbi nagyobb problémákat.
Folyamatos használat
Ha órákon át járatod a motort megállás nélkül, nagyon felforrósodik. A hő a motor működése közben halmozódik fel. Ha nem hagyod lehűlni, a hőmérséklet túl magasra emelkedik. Ez megolvaszthatja a szigetelést és károsíthatja a tekercseket.
Rossz szellőzés
A motoroknak levegőre van szükségük a hűtéshez. Ha a gép szűk helyen van, vagy por halmozódik fel, a levegő nem tud mozogni. A hő a motor körül marad, és túlmelegíti azt. Mindig tartsa nyitva a szellőzőnyílásokat, és ellenőrizze, hogy nincs-e valami, ami elzárja a levegő útját.
Itt egy táblázat, amely az egyes szigetelési osztályok legmagasabb biztonságos tekercselési hőmérsékleteit mutatja:
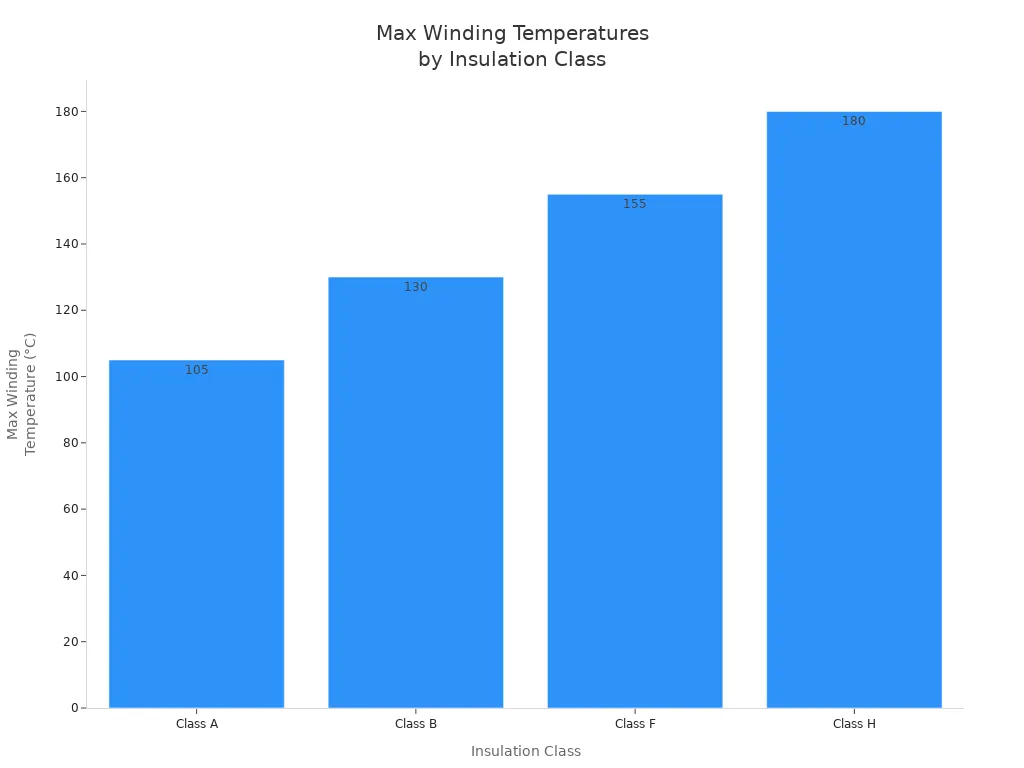
Ezek a számok legfeljebb 40°C (104°F) hőmérsékletű helyiségekre vonatkoznak. Ha az üzem hőmérséklete magasabb, akkor speciális motorokra lehet szükség.
A túlmelegedés megelőzése
A következő dolgokkal hűvösen és biztonságosan tarthatja motorját:
Szünetek ütemezése
Hosszú munkaidő esetén tervezzen rövid megállókat. Ez lehetővé teszi a motor lehűlését. Időzítőket vagy okoseszközöket használhat, hogy emlékeztessenek a szünetekre. A szünetek segítenek a motor hosszabb élettartamában és megakadályozzák a meghibásodását.
Javítsa a légáramlást
Tartsa tisztán és szabadon a motor körüli területet. Távolítsa el a port és a szennyeződéseket a szellőzőnyílásokból és a ventilátorokból. Győződjön meg arról, hogy semmi sem akadályozza a levegő áramlását. Ha meleg van a szobában, további ventilátorokat vagy hűtést is beszerelhet. A jó légáramlás biztosítja a motor biztonságát és a tekercselőgépek megfelelő működését.
Megjegyzés: Könnyebb megállítani a túlmelegedést, mint megjavítani egy leégett motort. A gyakori ellenőrzés és a helyes szokások betartása sokat segít.
9. Vezérlőpult hibák tekercselő gépekben
A vezérlőpanel hibái leállíthatják a munkát és veszélyessé tehetik a dolgokat. A vezérlőpanel a gép összes részét vezérli. Hiba esetén a gép leállhat. Hibás tekercsek keletkezhetnek, vagy akár biztonsági problémák is adódhatnak a dolgozók számára. A gép ellenőrzése gyakran segít a problémák korai felismerésében. Keresse a laza vezetékeket és rendszeresen tesztelje az érzékelőket. A dolgozók géphasználatának megtanítása is segít megelőzni a hibákat és mindenki biztonságát szolgálja.
Gyakori panelproblémák
A kezelőpanelen két fő hibatípussal találkozhat.
Szoftverhibák
A szoftverhibák miatt a gép lefagyhat, vagy nem számolja a fordulatokat helyesen. Előfordulhat, hogy a gép nem hallgat a parancsokra. Hibakódokat vagy villogó fényeket láthat a képernyőn. A gép figyelmeztetés nélkül leállhat a tekercselés. Ezek a hibák akkor fordulhatnak elő, ha a szoftver régi, túlfeszültség van, vagy ha rosszul kapcsolja ki a gépet.
Hibás érzékelők
Az érzékelők jeleket küldenek a vezérlőpanelnek. Ha egy érzékelő nem működik, a panel helytelen információkat kap. Hibás fordulatszámot, feszültségproblémákat vagy tekercselési hibákat láthat. Az érzékelők eltörhetnek a portól, az öregedéstől vagy a laza vezetékektől. Az érzékelőket gyakran kell ellenőrizni ezen problémák megelőzése érdekében.
Tipp: Mindig ellenőrizze az érzékelőket és a szoftvereket, mielőtt új munkát kezdene. A korai ellenőrzések segítenek elkerülni a későbbi nagyobb problémákat.
Panelhibák javítása
A legtöbb kezelőpanel-hibát egyszerű lépések követésével kijavíthatja. Ezáltal készüléke biztonságban és megfelelően működik.
Szoftver újraindítása
A szoftver újraindítása számos hibát megoldhat. Íme, mit kell tennie: Kapcsolja ki a készüléket, és várjon néhány másodpercet. Kapcsolja be újra a kezelőpanelt, és keressen hibaüzeneteket. Frissítse a szoftvert, ha szükséges. Próbáljon ki egy egyszerű tekercselési feladatot, hogy ellenőrizze, megfelelően működik-e a készülék.
Érzékelők cseréje
Ha az újraindítás nem segít, ellenőrizze az érzékelőket. Vizsgálja meg mindegyik érzékelőt por, sérülés vagy laza vezetékek szempontjából. Tisztítsa meg vagy húzza meg a vezetékeket, ha szükséges. Cserélje ki a nem működő érzékelőket. Az érzékelők cseréje után tesztelje a gépet, hogy megbizonyosodjon arról, hogy működik.
A vezérlőpanel hibáinak javításakor mindig használjon ellenőrzőlistát: Először is győződjön meg arról, hogy betartotta az összes biztonsági szabályt. Ezután keressen törött vagy laza alkatrészeket. Ellenőrizze, hogy működik-e az áramellátás. Ellenőrizze az egyes alkatrészeket, hogy működik-e. Ellenőrizze a PLC-t és a vezérlőrendszert hibák szempontjából. Próbálja meg kideríteni, hogy miért történt a hiba. Írja le, mit tett és mit talált.
A következőket is teheted: Végezz el egy 12 pontos ellenőrzést a szemeddel. Ellenőrizd a feszültséget különböző helyeken. Használj hőkamerát a forró pontok megtalálásához. Nézd meg a PLC lámpáit. Írj le mindent, amit csinálsz és találsz.
Megjegyzés: Egy ellenőrzőlista használata segít gyorsabban megoldani a problémákat, és biztonságban tartja a tekercselőgépeit.
Ha kijavítja ezt a kilenc gyakori problémát, a tekercselőgépe jobban fog működni és jó minőségű tekercseket fog készíteni. A gép rendszeres ellenőrzése és karbantartása megakadályozza a nagyobb problémákat és pénzt takarít meg. Ezeket a jó változásokat fogja észrevenni:
Próbáld ki ezeket a megoldásokat, mondd el másoknak, mi működik, és tartsd a tekercselőgépedet a lehető legjobban működőképes állapotban!
GYIK
Mi az a tekercselőgép?
A tekercselőgép huzalt tekercsel egy mag köré. Ez tekercseket készít motorokhoz, transzformátorokhoz vagy induktorokhoz. Ezzel ugyanolyan és jó minőségű tekercseket lehet készíteni. Ráadásul gyorsan is működik.
Milyen gyakran kell karbantartani a tekercselőgépet?
Naponta ellenőrizd a tekercselőgépedet. Ellenőrizd, hogy nincsenek-e por és laza alkatrészek. Havonta egyszer végezz teljes körű ellenőrzést. A gép gondozása megakadályozza a törését. Segít jobb tekercsek készítésében is.
Miért szakad el a huzal a tekercselőgépben?
A drót elszakadhat, ha a feszesség túl erős. A kopott vezetők vagy a rossz drót szintén okozhatnak törést. Ezt a feszesség változtatásával javíthatod. Tisztítsd meg a vezetőket, és használj jó minőségű drótot.
Hogyan akadályozhatja meg a tekercselőgép túlmelegedését?
A túlmelegedést úgy akadályozhatod meg, hogy szünetet tartasz a gépben. Győződj meg róla, hogy a levegő szabadon áramlik körülötte. Tisztítsd gyakran a szellőzőnyílásokat. A jó légáramlás biztosítja a tekercselőgép biztonságát és megfelelő működését.
Mi okozza a pontatlan fordulatszámot egy tekercselőgépben?
A hibás érzékelők vagy a vezérlőpanel problémái megzavarhatják a fordulatok számlálását. Ellenőrizze az érzékelőket és tisztítsa meg a vezetékeket. A probléma megoldásához állítsa alaphelyzetbe a vezérlőpanelt.
Használhatsz különböző huzaltípusokat egy tekercselőgépben?
Más huzaltípusokat is használhatsz, ha a tekercselőgéped ezt lehetővé teszi. Mindig nézd meg a gép szabályait. Változtasd meg a feszültséget minden huzaltípusnál.
Hogyan lehet megjavítani a laza tekercseket egy tekercselőgépben?
Állítsd be a megfelelő feszességet és ellenőrizd a tekercselési beállításokat. Nézd meg a tekercs menetszámát, a hornyok tömítését és a szigetelést. Ezek a lépések segítenek abban, hogy a tekercsek feszesek és erősek maradjanak.
Milyen biztonsági intézkedéseket kell betartani egy tekercselőgép használatakor?
Mindig tegye azt, amit a gyártó mond. Ellenőrizze a laza vezetékeket, és viseljen védőfelszerelést. Tartsa tisztán a munkaterületét. Ezek a lépések megvédik Önt és a tekercselőgépét.